「『つなげない』を『つなぐ』 最新接合技術の可能性」では、専門の技術者・研究者が、従来は難しいとされていた接合を実現する最新技術のメカニズムや既存技術の基礎と新たな応用展開の広がりなどについて、5回にわたって解説します。
接合部の強度を母材よりも高めることも可能
摩擦撹拌接合法(FSW:FrictionStir Welding)は、先端にプローブ(突起)の付いた円筒状のツール(工具)を利用して金属を接合する技術である〔図1(a)〕。例えば2 枚の板材を接合する場合は、まず板材同士を突き合わせ、拘束治具で固定した上でツールを高速で回転させながら、板材に押し付けて継手部(接合部)に沿って移動させていく〔図1(b)〕。
固体状態のままで接合
ツールは径の大きいショルダ部と、その先端にあるねじを切ったプローブ部から成る。接合プロセスでは、ツールの回転によって摩擦熱を発生させ、その熱で継手部を塑性流動(固体でありながら液体のようにふるまう)状態にして、プローブ部をそこに挿入して撹拌する。その後、撹拌した部分が再結晶化することで強固な接合が実現できる1~4)。同法は、継手部の強度低下がこれまでの溶融溶接に比べて小さく、条件によっては接合部の機械的強度を母材以上に高められる。
〔以下、日経ものづくり2013年6月号に掲載〕
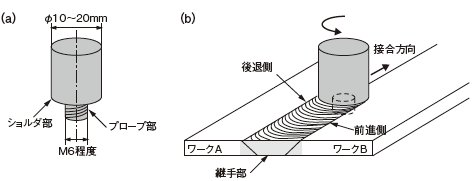
図1●摩擦撹拌接合のメカニズム
摩擦撹拌接合は、直径10~20mm程度の円筒状のツールを、高速で回転させながらワークに押し付け、その際の摩擦熱を利用する接合法である。ツールは、径の大きいショルダ部とその先端にあるプローブ部から成り、通常プローブには雄ねじが切ってある(a)。接合中はプローブのみがワーク中に挿入され、接合すべき突き合せ面に沿って移動していく(b)。その後に継手部が再結晶化して強固に接合される。
参考文献:1)W.M.Thomas,E.D.Nicholas,J.C.Needhan,M.G.Murch,P.Temple-Smith,C.J.Dawes,PCT/GB92/02203,December6,1991.
参考文献:2)溶接学会編,『摩擦撹拌接合─FSWのすべて』,産報出版,2006.
参考文献:3)R.Nandan,T.DebRoy,H.K.D.H.Bhadeshia,Prog.Mater.Sci.,53(2008)980.
参考文献:4)R.S.Mishra and Z.Y.Ma,Mater Sci Eng R50(2005)1.
藤井英俊(ふじい・ひでとし)
大阪大学接合科学研究所 教授
大阪大学接合科学研究所 教授
1993年早稲田大学博士後期課程修了。ケンブリッジ大学リサーチアソシエイト、大阪大学接合科学研究所助手、助教授を経て、2010年大阪大学接合科学研究所教授。専門は接合工学。

















































