|
小さく,深く──穴開け加工の最前線 |
|
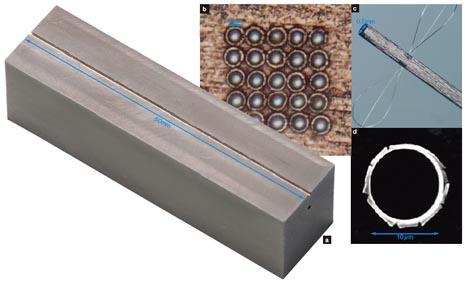
直径3μmの微小穴,直径の100
倍という深い穴─より小さ
く,よりアスペクト比(加工深さ/加工
径=L/D)の高い穴開けを可能とす
る技術の開発が進んでいる(図)。ド
リルによる切削加工だけでなく,ブラ
スト加工やレーザ加工などでも,そう
した取り組みが見られる。同技術の
進化の背後には,工具や装置の改良
に加えて,使いこなしの工夫がある。
|
工具や装置,使いこなしが進化
|
小さく,深く──穴開け加工の最前線 |
|
直径3μmの微小穴,直径の100
倍という深い穴─より小さ
く,よりアスペクト比(加工深さ/加工
径=L/D)の高い穴開けを可能とす
る技術の開発が進んでいる(図)。ド
リルによる切削加工だけでなく,ブラ
スト加工やレーザ加工などでも,そう
した取り組みが見られる。同技術の
進化の背後には,工具や装置の改良
に加えて,使いこなしの工夫がある。
|













スケーラブルなチップレットパッケージの傾向と課題を解説。光電融合技術に基づくCPOによるシステム...

100年に1度といわれる変革期にある自動車業界。最近は電動化トレンドに変化が見られます。自動車業...

自動車設計で配慮が不可欠な熱マネジメントについて、実務経験が豊富な大手自動車部品メーカーの技術者...

本講義ではハイブリッド接合やBSPDNで用いられる要素技術、評価手法を中心に最新の開発動向などに...

中国BYD SEALを中心に中・米・欧・日の主要電装品の実物をご覧いただきながら、講師が解説しま...

ディスプレー技術と産業の最新動向と将来方向をわかりやすく解説します。各地の会議やイベントで直接取...

2024年5月16日(木)~5月17日(金)

2024年5月16日(木)17:00~19:50

2024年 5月 24 日(金) 10:00~16:20

2024年5月30日(木)10:20~17:45

2024年6月3日(月)~6月5日(水)

2024年6月4日(火)、5日(水)

2024年6月8日(土)10:00~17:30

2024年6月10日(月)、11日(火)

2024年6月13日(木)~8月8日(木)16:00~17:00 ※毎週火・木曜開催予定

2024年 6月 14日(金)

本書は設計や生産技術など、ものづくりの第一線で使える実践的な表面処理技術が身に付く教科書。自動車...

安全保障の世界で今起きている変革のトレンド、日本に迫っている最新の脅威、今後の防衛力を大きく左右...

次世代蓄電池の開発や応用展開の最新動向を徹底取材と調査に基づき詳説。蓄電池のみならず、蓄電技術も...

プラスチックを専門としない技術者にも分かりやすく、プラスチック製品を設計・成形する上で押さえてお...

規定と仕様、対応手法を徹底解説。自動車業界が順守すべき自動車サイバーセキュリティ規格「ISO/S...

企業210社、現場3000人への最新調査から製造業のDXを巡る戦略、組織、投資を明らかに