ピックアップ



-

ニュース解説:建築・住宅
日本発の建設ロボが海外で人気、「鉄筋結束トモロボ」はシンガポール勤務
-
勝村幸博の「今日も誰かが狙われる」
ディープフェイク音声を会話中の「息継ぎ」で見抜く、精度80%超の新手法が登場
-
-

技術トップに聞く
味の素の核はアミノサイエンス、半導体の次に光電融合を狙う
-

住宅事件簿
建築確認ミスの事件録、住宅会社が横浜市に1500万円賠償請求
-
-

AI創薬プラットフォーム「DAIIA」の挑戦
競合17社の機密情報を学習した創薬AI、エーザイや小野薬品などが参画
-

技術トップに聞く
出口イメージ見据えた研究開発を徹底、日産化学の高収益を支える舞台裏
-
-

日清食品、「デジタル武装」の全貌
キーワードは「ふ化」と「自走」、7領域38講座を用意する日清食品の社内デジタル教育
-

ニュース解説:土木
東海北陸道の路面でコンクリート剥離、車2台のタイヤがパンク
-
ニュース
-

NIIと京大が自動運転車の危険シナリオを形式言語で定式化、安全性評価が容易に
国立情報学研究所(NII)と京都大学の研究グループは、国際標準が定めた自動運転車の危険シナリオに対し、その意味を数学的に定式化した。これにより安全性評価の自動化や効率化が可能…
-
広州汽車、高精細地図を利用しない自動運転システムを開発
中国・広州汽車集団(GACグループ)は、広州で2024年4月に開催したプライベートショー「GAC TECH DAY 2024」で、視覚的自動運転システム「Garcia(ガルシ…
-
国内23空港のモバイル体験を英社が調査、全国平均より5割高速も品質は安定せず
独立系調査会社の英Opensignal(オープンシグナル)は日本の主な23の空港を対象にモバイル体験調査を実施した。主な項目として、通信速度、サービス品質、接続性、アプリケー…



トピックス
-
日経クロステック編集部おススメ
ニデックの新経営体制、世界をどう攻めるか
-
情報技術マンスリー・アーカイブス
IT大手2024年春闘/待ったなし!物流2024年問題/みずほ、なるか4度目の正直
-
先端技術マンスリー・アーカイブス
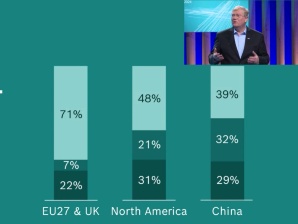
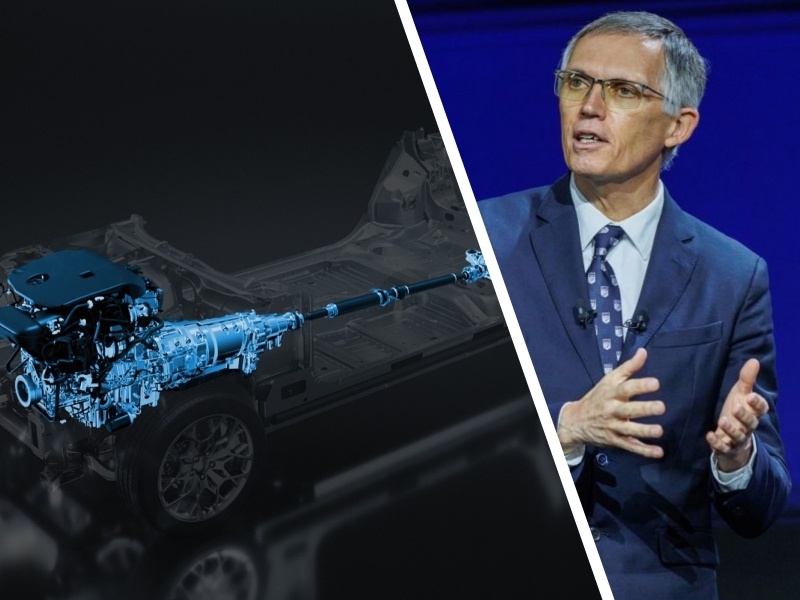
「EV優先」設計でエンジンに逃げ道/難関だらけのEUV露光装置/寒暖差270℃を耐えたSLIM、月面活動に活路
-
建設業界マンスリー・アーカイブス
日本橋の首都高地下化、大成建設が受注/紀の川ICの変状原因は盛り土の透水性低下/監理技術者の専任緩和へ
-
知ったかぶりをする前に読んでおきたい「IT基本用語辞典」
-
仕事に役立つ! IT・電機・製造・建築・土木の用語集&Excel・Linux・ネットワークのコマンド集
-
ぜひお申し込みください「日経クロステック登録会員(無料)」の特典を紹介
-
有料会員は全記事読み放題!見たい記事が必ず探せる「日経クロステック活用ガイド」



特設サイト















日経クロステック/技術メディアの本
-
図解 木造住宅トラブルワースト20+3 「雨漏り事故」「構造事故」の事例から学ぶ原因と対策
木造住宅のトラブルを「雨漏りワースト20」と「構造ワースト3」として類型化。原因と対策と損害額が...
-
東京大改造2030 都心の景色を変える100の巨大プロジェクト
建築や土木の専門記者が取材した、一歩踏み込んだ東京の再開発プロジェクトを豊富な写真や図面で紹介し...
-
一級建築士矩子と考える危ないデザイン
住宅や建築物で起こる身近な事故と背景、効果的な防止策を人気建築漫画「一級建築士矩子の設計思考」の...
-
ソフトバンク もう一つの顔 成長をけん引する課題解決のプロ集団
ソフトバンクにはモバイルキャリア事業以外のもう一つの顔が存在する。本書ではキーパーソンへのインタ...
-
検証 能登半島地震 首都直下・南海トラフ 巨大地震が今起こったら
地震発生直後に現地で撮影した被害写真を多数掲載。専門家や施設関係者への取材から見えてきた建築・土...
-
次世代自動車2024
【4月30日まで早割実施中!】日経Automotiveが、激動する自動車業界の1年を振り返り、今...






注目のイベント
-
【4月25日】ハイパーバイザーの基本を学ぶ、参加者にはもれなくプレゼント進呈
2024年4月25日(木)
-
プラチナフォーラム 2024 Spring
2024年 4月 26日(金) 13:00~17:00(予定)
-
日経クロステックNEXT 関西 2024
2024年5月16日(木)~5月17日(金)
-
日経ビジネスCEOカウンシル
2024年5月16日(木)17:00~19:50
-
VUCA時代に勝ち残る戦略的サプライチェーン構築に向けて
2024年 5月 24 日(金) 10:00~16:20
-
人手不足を乗り越える 日本の産業界成長のシナリオ2024
2024年5月30日(木)10:20~17:45
-
キャリア・オーナーシップが社会を変える
2024年6月3日(月)~6月5日(水)
-
DX Insight 2024 Summer
2024年6月4日(火)、5日(水)
-
デジタル立国ジャパン2024
2024年6月10日(月)、11日(火)
-
DIGITAL Foresight 2024 Summer
2024年6月13日(木)~8月8日(木)16:00~17:00 ※毎週火・木曜開催予定










 注目記事
注目記事





特設サイトアーカイブ












日経クロステック Special
What's New!
IT
- 生成AIとサイバー攻撃/重要な4つの観点
- PayPay銀行、新時代の銀行インフラ
- “新しい働き方”にふさわしいPCとは?
- システム運用を劇的に効率化するには?
- 【生成AI事例】デジタルで現場をDX化
- 業務や役割に応じた「社員に最適なPC」
- 「クラウド時代のあるべき運用」を熱く議論
- 生成AI活用へ「待ったなし」成功の秘訣
- 目指すは相互に行き来できるマルチクラウド
- 「稼ぐ力」を劇的に高めるROIC経営
- 医療セキュリティ対策の鍵はSaaS化?
- 大企業にもキントーンの導入が進む理由
- 「サーバ―」部門満足度トップ企業に訊く
- 製造業DX「データドリブン経営成功のシナリオとは」
- NTTドコモ支援の実践型教育プログラム
- 最新の「ポスト認証攻撃」をいかに防ぐか?
- ビジネスPC、ITデバイス購買DXを推進
- ジェイテクトエレクトロニクスのDX事例
- 大教大とマウスパソコン教室の在り方を研究
- 欧州トップ企業語る日本のセキュリティー
- DXを成功に導くITインフラとは?
- 生成AIの活用の鍵は「内製とアジャイル」
- AIと自動化でエンジニアの能力を解き放て
- NTTデータに優秀なデジタル人財が集まる理由
- 専門家が斬る日本の意識と対策の現状は?
- 神田れいみと学ぶ「ネットワーク活用白書」
- ゼロトラスト成功の秘訣を神田れいみと探る
- オリックス銀行×富士通時田社長 特別鼎談
- ERPプロジェクト≫IT人財の必須条件は
- マネージドサービスが安価に利用できる理由
- 脱レガシー案件≫SIerに必要な人財像は
- DXや生成AI活用に挑む大阪府
- 3段階で考える、DXで企業力を高める方法
- イノベーションの起爆剤
- ビジネス戦略と連動したデータマネジメント
- 大規模プロジェクトでPMが注意すべき点は
- 守りながら攻める“製造DX”の方法論とは
- 最新サーバーに学ぶ熱設計の最前線
- ランサムウエアから診療データはこう守る
- PC管理の課題を課題をまるごと解決
- 日本語に強い「和製生成AIモデル」が誕生
- 動画解説>生成AIからDX変革まで
- 大阪・名古屋エリアのDXが注目される理由
- 最適なネットワークを早く安く簡単に実現!
- セキュリティ×スキルUP≫JSOLの提案
- 力点は「未来予測」へ:データ利活用の勘所
- 生成AI活用でSAP BTPの価値が進化
- ServiceNowでDXを加速≫方法は
- SAPプロジェクトの全体像をいかに描くか
- 先端教育の現場で活躍する大学副学長が使い続けるレッツノート