機械的な動作をセンサーで読み取って制御
当初,戸谷氏が開発したのは機械式リレーを使った制御システムだった。だが,最初に試作したシステムは,60個もの機械式リレーを搭載した複雑なものだった。「このままでは異常が発生しても,なかなか原因を特定できません。そこで,このシステムの制御部分を電子化することで合理化を図ることを考えました」(戸谷氏)。このとき同氏が注目したのが,マイコンだった。「最初はICを組み合わせたロジック回路で実現しようと考えていました。ところが監視対象が多い製袋機の場合,どうしても制御回路が複雑になります。しかも,お客様の要望に応じた仕様変更に対応するための設計変更作業の負荷が大きくなることが避けられません。マイコンならばソフトウエアの変更で,迅速に仕様変更に対応できます。監視対象が増えても,割り込み処理を使えば,柔軟に対応できると考えました。そこで,『これしかない』とマイコンに飛びついたわけです」(戸谷社長)。
まず,戸谷社長がマイコン制御の導入を考えたのは,素材を送るクランクの制御である。この当時,電気的に回転を制御できるサーボ・モータが市場に出ておらず,外部から入力した電気信号によって動力と機構系の連結と切り離しを行なうクラッチブレーキを使った機械的なシステムを使ってクランクの動作を制御していた。一定のタイミングでクラッチブレーキのオンオフを繰り返すことによって,間欠的にクラックを動かして一定量のフィルムを引き出すことができる。ところが,こうした機械的なシステムの場合,どうしても動きにバラつきが生じる。このため高速かつ長時間自動運転させると,クランクの動作のずれが蓄積されて,やがて誤差の許容範囲を超えてしまい,不良品を発生させてしまう。
そこで同氏は,光センサーを使ってクランクの動きを検出してマイコンに入力。マイコンでクランクが往復する時間を計算し,この情報を基にマイコンからクラッチブレーキのオンオフを制御する信号を出力するシステムを開発した。こうすることによって,フィルムの引き出し量のバラつきを抑えた。この制御システムに採用したマイコンは,モトローラ製の8ビットマイコン6800である。
業界で注目を集めたマイコン搭載機
このシステムを応用した初めての製品である全自動ゴミ袋生産システム「LC-650」(図2)を,同社が市場に送り出したのが1976年である。同機は,完全自動化によって生産ラインの稼働率向上に貢献した。しかも,従来は1ラインで毎分70袋程度だった生産能力を,毎分100袋以上と大幅に向上することに成功していたことから,包装業界だけでなく産業機械業界全体からも注目を集める存在となった。その後,機械振興協会から「自動化技術開発賞」を受賞している。

図2 最初にマイコンを使った「LC-650」(1976年)
クランクの動きを電気信号に変えてマイコンで処理している
マイコンによる電子制御は,LC-650を開発した翌年の1977年の「BH-600」で,さらに進化する(図3)。フィルム引き出し量のずれ幅を電子的に認識し,制御にフィードバックする仕組みを追加した。LC-650は無地のゴミ袋を生産するのに対し,BH-600は表面にデザインが施されたレトルト食品用のパッケージ向けだった。そこで製袋機の中を流れる素材の表面の印刷をイメージセンサーで読み取ることで素材が実際に送られた長さをデジタル的に計測し,この情報を基にクラッチブレーキを制御するようにした。こうした改良によってクラッチブレーキを一段と高精度で制御できるようになったことから,生産能力を毎分140袋以上まで引き上げることにも成功した。
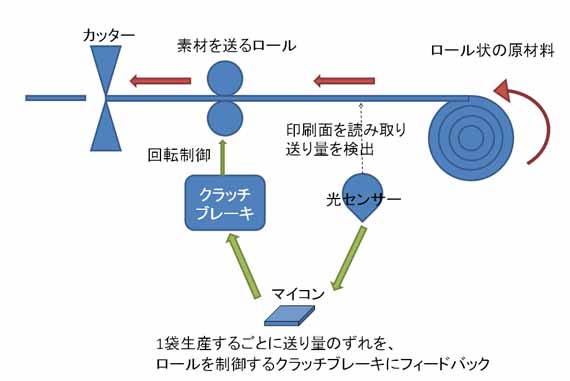
図3 1977年に製品化した「BH-600」に採用した制御システム
1980年代に入ると,製袋機の制御システムは,マイコン・システムからパソコンに変わり,一段と複雑なものになった。これとともに加工精度は向上し,生産スピードは毎分300袋のレベルにまで到達している。設計者のアイデアを具体化するうえでマイコンは便利なデバイスだ。同社の製袋機は,こうしたマイコンの特長を利用して,大きな技術のステップアップを実現し,さらに進化を加速させた好例といえよう。

















































