ゆるみ、折損が目立つ締結要素
基本部品故のいい加減な扱い
「どうもおかしい…」。筆者が中国メーカー製の部品、すなわち「Madein China」の品質に異変を感じ始めたのは、数年前のことです*。筆者が知っている、ある中国メーカーは日本から品質管理手法を導入したことで5年ほど前には不良品がほとんどなくなったのに、最近では不良率が5%を超える製品まであります。
日本メーカーで開発や設計を担当している筆者は、コストの低さや調達のしやすさから、中国メーカーの部品を数多く使ってきました。それ以前には、日系メーカーの中国工場で製造部長や品質管理部長として働いた経験があります。中国の製造業が発展し始めた1995年から中国で造られた製品を使い続け、また品質を見続けてきました。ですから、中国メーカー製品の品質が、いわゆる「玉石混淆(ぎょくせきこんこう)」であることは身をもって知っています。異変を感じたのは、取引期間も長く信頼の置ける中国の取引先から送られてくる部品の品質でした。
それを裏付けるかのように、筆者の耳には中国メーカー製品の品質劣化を示す情報がいくつも入ってきています。例えば、中国メーカーに生産を委託している、ある日本の衣料品メーカーは、日本に検査工場を新設しました。中国メーカーが生産した衣類を日本に輸入した後、その検査工場に運んで品質を検査するというのです。もちろん、この日本の衣料品メーカーは、発注先である中国メーカーに品質を維持することを強く要請したのですが、一向に改善がみられません。諦めた日本の衣料品メーカーは、自ら検査を充実させるべく工場まで造ったというわけです。これでは検査コストが上昇し、コスト削減を求めて中国メーカーに発注した意味が薄れてしまいます。管理不足、熟練工不足
一体、中国メーカーで何が起きているのか。まず、かつて品質を維持するために技術やノウハウを移植し、生産現場を管理していた日本人技術者が中国メーカーからいなくなりました。コスト削減を追求する中で、人件費の高い日本人技術者を雇うことをやめたのです。その結果、品質管理のタガが外れた中国工場が増えてしまいました。
加えて、熟練工不足です。中国の経済成長によって職業の選択肢が広がり、工場労働を敬遠する中国人が増加。定着率も低いため、多くの中国メーカーが、高品質を支える熟練工が足りないと嘆いています。
日本メーカー側にも問題があります。低価格ばかりを追い求め、品質的に正しいものづくりを知らないメーカーの存在です。自らは製品企画だけを行い、設計と生産を中国メーカーに丸投げするケースで、製品の品質に疑問符がつくケースが多く見受けられます。
今でも十分高い品質の製品はありますが、中国メーカー全体の品質は低下していると言わざるを得ません。高品質は日本メーカーの代名詞。我々日本メーカーの設計者は、コスト削減を要請される日々ですが、決して品質を落とすわけにはいきません。中国メーカー製品を採用することはコスト削減に有利ですが、一方でその品質を見極める目を養わなければなりません。日本ではあり得なかったようなトラブルを防ぐために、従来よりも設計意図を確実に伝える必要もあります。その一助となるべく、筆者は中国メーカー製品の品質トラブルや低品質の事例を皆さんにお伝えしたいと思います。
締結部がボロボロになった椅子
今回取り上げるのは、ねじを使った製品の締結部の品質トラブルです。機械要素の中でも最も基本的な部品であるねじは、中国メーカーの間で軽視される傾向にあるようです。ところが実際は、部品同士をつなぐ要の部品であり、大量に使われる部品でもあるわけですから、最大限の注意を払わなければなりません。たかが1本のねじが、顧客からの信頼を失う原因になり得るのです。
例えば、2万円の価格で販売されていた中国メーカー製の椅子がありました。価格を抑えるためか半完成品として販売されており、購入後に顧客が部品を組み立てて椅子に仕上げる仕組みとなっています。
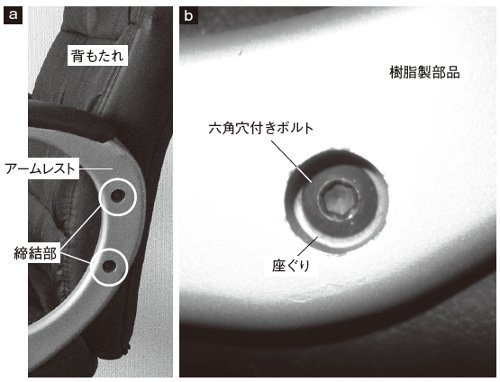
その椅子を購入して組み立て始めた筆者は、あまりのひどい造りに驚きました。特に気になったのが、背もたれとアームレストの締結部です〔図1(a)〕。この締結部では、背もたれに固定されたナットに、アームレストの貫通穴を通して六角穴付きボタンボルト(以下、ボルト)をねじ込みます。ところが、貫通穴とナットの位置関係がいい加減だったのです。おまけに、コスト削減のためか、締めていくボルトの荷重を受けるアームレストは樹脂製部品となっていました〔図1(b)〕。
大人が座る荷重に耐えなければなりませんから、ある程度の強いトルクでボルトを締める必要があります。ところが、貫通穴とナットの位置がズレており、さらにナットの軸が斜めになっていた(互いに平行ではなかった)ため、ボルトを締めていっても、その頭の底部(座面)が樹脂製部品にしっかりと接地しません。そこで、ボルトの頭が接地するまで締めようとするのですが、ボルトを受ける面は強度が低い樹脂製部品なので、少し強くボルトを締めると削れてしまいます。仕方がないので、適正トルクよりも少し小さなトルクで締結せざるを得ませんでした。
〔以下、日経ものづくり2013年12月号に掲載〕