超硬合金 【新日本テック】
主軸回転数4万rpmで高速切削
工具先端の挙動を正確把握
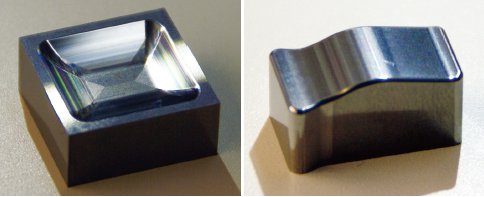
新日本テック(本社大阪市)はスマートフォン、医療機器などに用いる部品や、光学レンズなどを生産する金型用の部品を加工している。プレス金型部品については、耐久性が高く寿命の長い金型部品を造るために超硬合金を用いることがあるが、最近仕上げに切削加工を使い始めた(図1)。基本的に放電加工も併用するが、仕上げを磨きではなく、切削加工で処理しようという考え方だ。
新日本テックは超硬合金、セラミックス、焼結ダイヤモンドなどさまざまな材料を、放電と研削によって加工する。ロックウェル硬さがHRC67の高硬度鋼に対しては、直彫り切削で加工を手掛けてきた。ここに来て、切削加工を超硬合金へも適用し始めた理由は2つある。1つは放電加工の削減による加工時間の短縮。もう1 つは、「きれいな仕上がり面を得られることによる、製品の長寿命化」(同社代表取締役社長の和泉康夫氏)である。
切削加工によって研削加工を置き換える効果は幾つかあるが、その1つとして和泉氏は表面に引っ張り応力を残さないことを挙げる。「研削加工は、表面粗さという点では切削加工よりはるかに良いことがあるが、表面をこする結果として製品に引っ張り応力が残ってしまう」(同氏)。これでは金型として稼働させたときに寿命が十分には延びないという。しかし切削加工ならば引っ張り応力をほとんど残さずに仕上げることができる。
〔以下、日経ものづくり2013年8月号に掲載〕
SUS/インバー/Ti合金 【山陽精工】
0.5μmの高精度で量産
材質を見極め削り方を工夫
2013年7月、「難削材チーム」と呼ぶ、チタン(Ti)合金やインバー*1など文字通り難削材の加工を専門に請け負う部隊を立ち上げた加工メーカーがある(図1)。山梨県大月市の山陽精工だ。同チームを立ち上げたのには、大きく2つの理由がある。
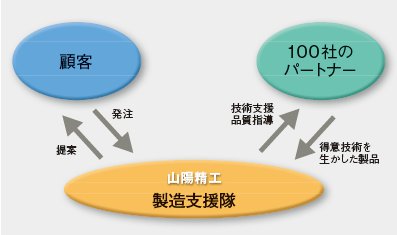
1つは、顧客からの要請だ。同社は2007年、100社のパートナー企業と共に「製造支援隊」を組織し、互いの強みを生かしながら日本全国から加工案件を受注している(図2)。その内訳はざっと、6割がアルミニウム(Al)合金などの一般的な素材の加工、残り4割がTi合金やインバーをはじめ、コバール*2 、インコネル*3など難削材の加工だ。しかし最近になって、「難削材の加工案件の割合が徐々に増してきた」(同社専務取締役の白川太氏)ため、専門の部隊を立ち上げることにしたのである。
〔以下、日経ものづくり2013年8月号に掲載〕

*1 インバーとスーパーインバー インバーの主な成分は鉄63.5%、ニッケル36.5%で、熱膨張率は鉄の約1/10。スーパーインバーの主な成分は鉄63.5%、ニッケル31.5%、コバルト5%で、熱膨張率は鉄の1/100分以下。
*2 コバール 主な成分は鉄53.5%、ニッケル29%、コバルト17%。熱膨張率は硬質ガラス並みに低い。
*3 インコネル ニッケルをベースに、鉄やクロム、ニオブ、モリブデンなどを含むニッケル基合金。耐熱性、耐食性、耐酸化性などの高温特性に優れる。

















































