前回は,アセンブリを構成する個々の部品の公差を算出する二つの方法─「互換性の方法」および「不完全互換性の方法」について解説した。互換性の方法では,各部品が公差範囲いっぱいの最悪のケースで組み合わさっても,アセンブリ段階で要求される公差内に収まるようにする。つまり,不良品は発生しないという考え方である。
一方,不完全互換性の方法では,統計的手法を用いることで各部品の公差を算出する。不完全互換性の方法を使って計算すると,互換性の方法と比較して各部品の公差を緩める(大きくする)ことができる代わりに,アセンブリとしてはある確率で不良品が発生するということになる。
今回は不完全互換性の方法についてもう一歩踏み込み,不良品の発生確率の求め方について説明する。
パイプと丸棒のすき間
例題として,パイプと丸棒を組み合わせる簡単なアセンブリを定義する(図1)。パイプの穴の内径Aおよび丸棒の直径Bは共に10mm。パイプに丸棒を差し込むことから,Aの公差は上限が+0.12mmで下限が0mm,Bの公差は上限が0mmで下限が-0.12mmと設定した。公差の中央値からの均等公差で示せば,Aは10.06±0.06mm,Bは9.94±0.06mmという寸法になる。
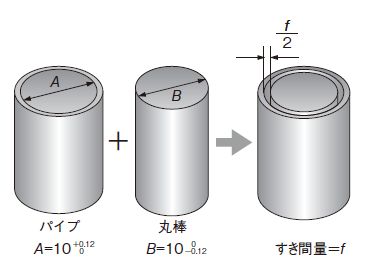
さて,このような部品を組み合わせた場合,パイプと丸棒のすき間fはどのような寸法になるだろうか。前回はアセンブリの公差から部品の公差を算出したが,今回は部品の公差からアセンブリの公差を計算してみよう。
まず,fの基準寸法はAの公差中央値(10.06mm)からBの公差中央値(9.94mm)を引いた値,つまり0.12mmである。互換性の方法では穴が最も広くて棒が最も細い場合と,逆に穴が最も狭くて棒が最も太い場合を考えればよい。従って,このときのfの寸法値は0.12±0.12mmとなる。
不完全互換性の方法では,前回に解説した「分散の加法性」から,AとBの公差値をそれぞれ2乗して足し合わせ,その平方根がfの公差計算結果となる。
よって,この場合のfの寸法値は0.12±0.085mmとなるわけだ。同じ公差で設計した二つの部品を組み合わせたのに,互換性の方法では±0.12mm,不完全互換性の方法では±0.085mmという公差計算結果になる。この意味を不良品の発生率という観点でもう少し詳しく考えてみよう。

















































